The pipe body material of oil drill pipe is generally low-carbon chromium-molybdenum alloy steel. During drilling operations, the drill pipe is often subjected to complex loads such as tension, bending, torsion, impact, and collision. The service environment is very harsh, which requires the drill pipe to have high strength and high impact toughness. If the drill pipe is not heat-treated, it is easy to cause fatigue fracture failure, so its heat treatment process is particularly important.
Impact of Quenching on Cr-Mo Steel Performance
Because heat treatment significantly affects the mechanical properties of drill pipe materials, scholars at home and abroad have conducted extensive research on this topic. Zhao Jinlan et al. conducted a detailed study on the effects of heat treatment on the mechanical properties and microstructure of X80 steel elbows. Their results showed that after quenching at 1100°C and tempering at 560°C, the impact absorbed energy and shear area ratio of the base material and welded joints of the tested X80 steel elbows were significantly improved, while strength and hardness decreased, and elongation increased. The microstructure increased slightly after heat treatment, while the grain size decreased. Liu Junxi et al. used spheroidizing annealing and quenching, and tempering as preparatory heat treatments for Cr12MoV steel and observed and measured its microstructure and mechanical properties. Their results showed that the hardness, impact toughness, flexural strength, and wear resistance of the samples treated with quenching and tempering as preparatory heat treatment were higher than those treated with spheroidizing annealing.
The impact toughness and flexural strength reached 8.652 J·cm⁻² and 2201.4 MPa, respectively, representing increases of 13.5% and 39.3% relative to the spheroidizing annealed samples. Luo Huaixiao et al. conducted a stress analysis and heat treatment process study on 20CrMo steel oil drill pipe, showing that the use of a secondary carburizing, quenching, and tempering heat treatment process for oil drill pipe can meet its intrinsic quality requirements. After secondary carburizing and quenching, fine needle-shaped martensite (surface) and fine lamellar martensite (core) were obtained, ensuring the good overall performance of the oil drill pipe. Ma Wengao studied the effect of quenching temperature on the microstructure and mechanical properties of chromium-molybdenum martensitic wear-resistant steel.
The results showed that as the quenching temperature increased from 880°C to 920°C, the impact absorption energy of the steel increased from 31J to 58J, and the hardness first increased and then decreased. The steel quenched at 900°C had the highest hardness of 52HRC. The steel quenched at 900°C and tempered at 200°C had the finest martensite and contained fine carbides containing alloying elements such as Ti and V.
Current Study on Cr-Mo Drill Pipe Materials
This paper conducted different heat treatment tests on chromium-molybdenum steel drill pipe body materials and carried out tensile and impact tests on the materials after heat treatment tests. Through metallographic microstructure observation, room temperature impact fracture morphology analysis, and room temperature mechanical property analysis of the drill pipe materials after the tests, the effects of different quenching and tempering heat treatment processes (quenching + high temperature tempering) on the microstructure and properties of chromium-molybdenum steel drill pipe body materials were studied. Finally, the heat treatment process indicators of chromium-molybdenum steel drill pipe materials were obtained, which met the standards and usage requirements of drill pipe materials and were widely used in production sites with good results.
01 Test Materials and Methods
The test used chromium-molybdenum steel tubes with a diameter of 89 x 13 mm. The chemical composition was determined using a spark direct-emission spectrometer by GB/T 4336-2016. Table 1 shows the chemical composition.
Table 1 Chemical composition of chromium–molybdenum steel (mass fraction, %)
| Element | C | Si | Mn | P | S | Cr | Mo | Cu | Ni | Nb |
| Range | 0.24~ | 0.15~ | 0.90~ | ≤ | ≤ | 0.90~ | 0.20~ | ≤ | ≤ | ≤ |
| 0.30 | 0.37 | 1.20 | 0.015 | 0.008 | 1.20 | 0.40 | 0.20 | 0.30 | 0.015 |
Four different quenching temperatures were selected, with intervals of 20°C and a holding time of 30 minutes: 860°C for 30 minutes, 880°C for 30 minutes, 900°C for 30 minutes, and 920°C for 30 minutes. Quenching cooling was performed using a mixture (emulsified oil and water in a specific ratio) for 1 minute. Based on production practice, the tempering temperature was set at 580°C, with a holding time of 50 minutes. After tempering, air cooling was performed. The specimens after quenching and tempering were numbered 1#, 2#, 3#, and 4#, respectively, for the quenching temperatures of 860°C, 880°C, 900°C, and 920°C, for a total of four groups. Tensile tests were conducted at room temperature (23±2°C) using an ETM305D microcomputer-controlled electronic universal tensile testing machine by GB/T 228.1-2021. Impact tests were conducted at room temperature using a PIT452D-3 metal pendulum impact tester. Specimens were 10 mm × 10 mm × 55 mm in size and V-notched with a notch depth of 2 mm. Tests were conducted by GB/T 229-2020. Three tests were performed for each set of specimens, and the average of the three results was taken. After coarse grinding, fine grinding, and polishing, the specimens were corroded with 4% nitric acid for 3 minutes to prepare metallographic specimens. The microstructures were observed using an OLYMPUS-GX53 optical microscope, and the room-temperature impact fracture morphology was observed using a scanning electron microscope.
The specific heat treatment process is shown in Table 2.
| No. | Quenching Temperature (°C) | Holding Time (min) | Spray Time (min) | Tempering Temperature (°C) | Tempering Time (min) |
| 1 | 860 | 30 | 1 | 580 | 50 |
| 2 | 880 | 30 | 1 | 580 | 50 |
| 3 | 900 | 30 | 1 | 580 | 50 |
| 4 | 920 | 30 | 1 | 580 | 50 |
02 Experimental Results and Analysis
2.1 Tensile Test Results
The strength changes of chromium-molybdenum steel drill pipe samples 1# to 4# after different heat treatments are shown in Figure 1. As shown in Figure 1, while maintaining a constant tempering temperature of 580°C, the tensile strengths of drill pipe samples 1# to 4# after quenching at different conditions (860°C to 920°C) are 924 MPa, 911 MPa, 933 MPa, and 915 MPa, respectively, meeting the API G105 steel grade standard. It can be seen that the change in tensile strength is not significant. Higher tensile strength indicates greater actual load-bearing capacity, i.e., greater resistance to damage. The yield strengths of samples 1# to 4# are 834 MPa, 824 MPa, 857 MPa, and 810 MPa, respectively. This indicates that the yield strength of this drill pipe material is highest when quenched at 900°C for 30 minutes and tempered at 580°C for 50 minutes. Yield strength reflects the material’s ability to resist plastic deformation. The higher the yield strength, the less likely the material is to undergo plastic deformation when subjected to stress.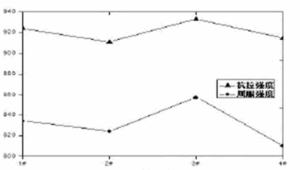
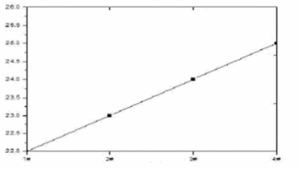
Figure 2 shows the elongation after fracture of drill pipe specimens 1# to 4# after different heat treatments. As can be seen from the figure, the elongations of specimens 1# to 4# are 22%, 23%, 24%, and 25%, respectively. This indicates that while the tempering temperature remains constant at 580°C, the elongation gradually increases with increasing quenching temperature. Elongation reflects the degree to which a material can undergo plastic deformation and stretch under stress. The higher the elongation, the greater the material’s ductility. Its value is highly instructive for selecting materials for safety and reliability.
2.2 Impact Test Results
Table 3 shows the average room-temperature impact energy of chromium-molybdenum steel drill pipe after different heat treatment tests. Sample 1# has the highest room-temperature impact energy, followed by sample 3#, and the lowest by sample 4#. This may be due to the increase in quenching temperature, which increases the grain size of the sample, leading to a decrease in impact toughness. Impact toughness reflects a material’s ability to absorb plastic deformation work and fracture work under impact loads. It also reflects the material’s internal micro-defects and impact resistance. It is generally believed that higher impact energy indicates a greater ability to absorb energy, i.e., better toughness.
Table 3 Impact energy at room temperature of drill pipe after different heat treatments
| Sample No. | Impact Energy (J) | Average Value (J) |
| 1 | 2 | |
| 1* | 195.0 | 194.5 |
| 2* | 189.5 | 191.0 |
| 3* | 195.0 | 195.5 |
| 4* | 180.0 | 184.0 |
2.3 Microstructure Analysis
Figure 3 shows the microstructures of chromium-molybdenum steel drill pipes at different quenching temperatures (keeping the tempering temperature constant). As can be seen from the figure, the microstructure of the chromium-molybdenum steel drill pipes after quenching and tempering (860-920°C × 30 min quenching + 580°C × 50 min tempering) is tempered bainite. In Figure 3 (a), after quenching at 860°C × 30 min + tempering at 580°C × 50 min, the matrix structure is tempered bainite with a certain amount of dispersed massive ferrite. Due to the excellent plasticity and workability of ferrite, sample 1 exhibits high impact energy, indicating good toughness. The matrix structures of samples (b), (c), and (d) are all fine-tempered bainite, with no dispersed massive ferrite present. Furthermore, the microstructures are relatively small. Tempered bainite is a two-phase mixture of lamellar ferrite and cementite. Its essence is lamellar fine pearlite with a very small interlamellar spacing, resulting in excellent overall mechanical properties.
2.4 Impact Fracture SEM Morphology
Figure 4 shows the impact fracture morphologies of chromium-molybdenum steel at different quenching temperatures (tempering temperature remains unchanged at 580°C). It can be seen that the fracture surfaces of chromium-molybdenum steel quenched at different temperatures (860-900°C) and then tempered all exhibit dimple characteristics, with distinct tear marks on the fracture surface, indicating fracture caused by micropore aggregation, indicating that significant plastic deformation occurred before fracture. The dimples are smallest and most densely packed when quenched at 900°C for 30 minutes, followed by tempered at 580°C for 50 minutes. When the quenching temperature is increased to 920°C, the dimple characteristics of the fracture morphology are no longer apparent, indicating a transition from ductile to brittle properties.
Therefore, after comprehensively considering the tensile strength, yield strength, elongation after fracture, impact toughness, metallographic microstructure and impact fracture morphology of the chromium-molybdenum steel drill pipe material after heat treatment, it can be concluded that the comprehensive mechanical properties of the drill pipe material are good after quenching at 900℃×30min and tempering at 580℃×50min, the microstructure is uniform and fine tempered bainite, the impact fracture is a typical ductile fracture, and the dimples are numerous and dense, which meets the normal use standard requirements of the drill pipe.
Conclusion
(1) Under the premise of keeping the tempering temperature at 580℃ unchanged, the chromium-molybdenum steel drill pipe material has good comprehensive mechanical properties when quenched at 900℃ for 30min. Its tensile strength is 933MPa, its yield strength is 857MPa, its elongation after fracture is 24%, and its impact energy at room temperature is 194.8J, which can meet the normal use of drill pipe.
(2) After quenching at 860~920℃×30min + tempering at 580℃×50min, the microstructure of the chromium-molybdenum steel drill pipe material is tempered bainite, but when the quenching temperature is 860℃, a certain amount of massive ferrite appears, which leads to poor comprehensive mechanical properties.
(3) The impact fracture morphology of each sample was observed by electron microscopy. It was found that the fracture surfaces of the samples after quenching (860-900℃) and tempering all showed dimple characteristics. There were obvious tear marks on the fracture surface, indicating that large plastic deformation occurred before fracture. When the sample was quenched at 900℃ for 30 minutes and tempered at 580℃ for 50 minutes, the dimples were the smallest and most dense. When the quenching temperature rose to 920℃, the dimple characteristics of the fracture were no longer obvious, indicating that the sample was in the transition stage from toughness to brittleness.




