Pipelines are essential for transporting oil, natural gas, and even solid materials like coal over long distances. As global energy demands grow, high-pressure, long-distance transmission pipelines have become vital for large-scale natural gas delivery. This has driven the rapid development of high-grade pipeline steels.
In harsh environments, traditional welded pipes often fall short, making seamless steel pipes a better choice due to their superior strength and reliability. High-strength steels like X80 reduce material use and improve pipeline efficiency.
However, conventional air cooling after rolling leads to grain coarsening and uneven structures. Controlled rolling and cooling technologies, along with optimized heat treatment processes such as quenching and tempering, are critical for refining the microstructure and enhancing the mechanical properties of X80 seamless steel pipes.
1 Experiments and testing
1.1 Experimental Materials
The X80 steel used in this experiment was 700 mm continuous-cast slabs smelted in a converter. The chemical composition is shown in Table 1. After heating in a ring-shaped heating furnace, the slabs were punched and rolled into seamless steel pipes measuring 914 mm x 45 mm.
Table 1 Chemical Composition of X80 Seamless Steel Pipes (%)
| Element | Mass Fraction (%) | Element | Mass Fraction (%) |
| C | 0.18 | Mo | 0.006 |
| Si | 0.34 | Cu | 0.02 |
| Mn | 1.65 | Al | 0.03 |
| P | 0.01 | Ti | 0.002 |
| S | 0.001 | V | 0.08 |
| Cr | 0.32 | Nb | 0.04 |
| Ni | 0.46 | Fe | Balance |
1.2 Experimental Method
According to the Andrews empirical formula, the AC1 temperature of X80 steel is 713-740°C, and the AC3 temperature is 830-870°C. Based on theoretical analysis of thermal materials for AC1 and AC3 and laboratory experience, the following heat treatment processes are proposed: 930°C quenching + 610°C tempering + air cooling; 930°C quenching + 630°C tempering + air cooling; 930°C quenching + 650°C tempering + air cooling; and 930°C quenching + 650°C tempering + water cooling. In all these heat treatment processes, the quenching hold time is 50 minutes, the quenching cooling method is water cooling, and the tempering hold time is 100 minutes. Finally, a comparative analysis of the effects of the heat treatment processes on the steel pipe properties is conducted.
1.3 Testing Methods
The specimen structure was observed using a scanning electron microscope. The tensile mechanical properties of the specimens were tested using a tensile testing machine. The low-temperature mechanical properties of the specimens were tested using an impact testing machine. The impact temperature of the specimens was -40°C.
2 Experimental Results and Analysis
2.1 Effect of Heat Treatment on Microstructure
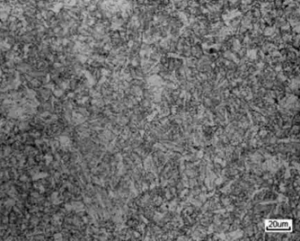
Metallographic specimens were prepared from heat-treated steel pipes. A 3% nitric acid solution was used as an etchant for metallographic examination and observation. Figure 1 shows an SEM image of the microstructure of an X80 steel pipe.
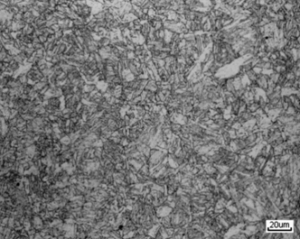
(a) 930℃ quenching + 610℃ tempering + air cooling
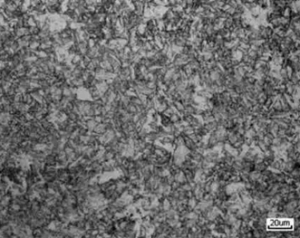
(b) 930℃ quenching + 630℃ tempering + air cooling
(c) 930℃ quenching + 650℃ tempering + air cooling
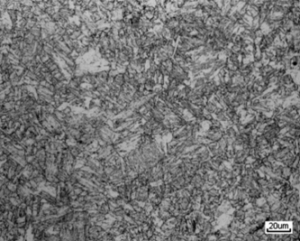
(d) 930℃ quenching + 650℃ tempering + water cooling
Figure 1 SEM microstructures of X80 steel pipes subjected to different heat treatment processes.
Figure 1(a) shows that the microstructure of the sample quenched at 930°C, tempered at 610°C, and air-cooled is composed of bainite, tempered bainite, and a small amount of ferrite. Figure 1(b) shows that the microstructure of the sample quenched at 930°C, tempered at 630°C, and air-cooled is composed of bainite, tempered martensite, and tempered bainite. Figure 1(c) shows that the microstructure of the sample quenched at 930°C, tempered at 650°C, and air-cooled is composed of tempered bainite and bainite. This indicates that as the tempering temperature increases, the microstructure transforms into tempered bainite and bainite. Figure 1(d) shows that the microstructure of the sample quenched at 930°C, tempered at 650°C, and water-cooled is also composed of tempered bainite and bainite. Compared to air cooling, water cooling does not affect the microstructure. The influence of the heat treatment process on the microstructure of X80 seamless steel pipe is shown in Table 2.
Table 2 Metallographic structure of samples
| No. | Heat Treatment Process | Microstructure |
| 1# | 930°C quenching + 610°C tempering + air cooling | Bainite + tempered martensite + a small amount of ferrite |
| 2# | 930°C quenching + 630°C tempering + air cooling | Bainite + martensite + tempered martensite |
| 3# | 930°C quenching + 650°C tempering + air cooling | Tempered martensite + bainite |
| 4# | 930°C quenching + 650°C tempering + air cooling + water cooling | Tempered martensite + bainite |
2.2 Effect of Heat Treatment on Mechanical Properties
Table 3 shows the mechanical properties of X80 steel after four different heat treatments. The experimental results show that with increasing tempering temperature, yield strength and tensile strength gradually decrease, while elongation and impact energy generally increase (see processes 1 to 3 in Table 3). Tempering at 610°C produces the highest yield strength and tensile strength, but the lowest elongation and impact energy.
Compared with tempering at 650°C followed by air cooling, the 650°C tempering followed by water cooling heat treatment process improves the yield strength, tensile strength, and elongation of X80 steel, albeit not significantly, while significantly increasing the impact energy (see process 4 in Table 3). This heat treatment process exhibits the best overall mechanical properties for high-pressure oil pipelines.
Table 3 Mechanical properties of samples with different heat treatment processes
In summary, the 930°C quenching followed by 650°C tempering followed by water cooling heat treatment offers the best application mechanical properties, meeting the technical requirements for oil pipeline steel. Analysis indicates that the yield strength of the experimental steel decreases with increasing tempering temperature after quenching. This is because as the tempering temperature rises, more dislocations disappear, and the softening effect becomes greater than the dispersion strengthening effect, causing the yield strength to decrease. Strength is primarily determined by the hard martensite phase in the structure. Higher tempering temperatures lead to more complete martensite decomposition and a greater decrease in tensile strength.
Table 3 Mechanical properties of samples with different heat treatment processes
| No. | Heat Treatment Process | Yield Strength / MPa | Tensile Strength / MPa | Elongation After Fracture / % | Impact Energy at -40°C / J |
| 1 | 930°C quenching + 610°C tempering + air cooling | 726 | 804 | 20.8 | 37 |
| 2 | 930°C quenching + 630°C tempering + air cooling | 650 | 745 | 22.4 | 46 |
| 3 | 930°C quenching + 650°C tempering + air cooling | 580 | 679 | 23.3 | 47 |
| 4 | 930°C quenching + 650°C tempering + air cooling + water cooling | 609 | 700 | 24.8 | 137 |
Conclusions
The Andrews empirical formula was used to determine the quenching stability temperature of X80 steel to be 930°C. Optimization of the tempering temperature and cooling method revealed that increasing the tempering temperature from 610°C to 650°C resulted in a microstructure transformation to tempered bainite and bainite. Yield strength and tensile strength decreased, while elongation and impact energy generally increased. The heat treatment process of 930°C quenching, 650°C tempering, and water cooling achieved optimal overall mechanical properties, meeting the technical requirements for oil pipelines.