


The gas wellhead christmas tree is the surface installation that links every producing gas well to the downstream gathering and processing system — and it rarely receives the technical scrutiny it deserves during equipment selection. A complete wellhead system integrates three main sections: the casing head at the foundation, the tubing head in the middle, and the christmas tree on top. Gate valves run through all three sections and carry the primary sealing responsibility across the entire assembly. For ultra-high-pressure gas wells, all meaningful technical improvements trace back to two specific requirements: sealing reliability that holds under extreme low-temperature winter conditions, and low enough operating torque to reduce the physical burden on field technicians.
What Is a Gas Wellhead Christmas Tree?
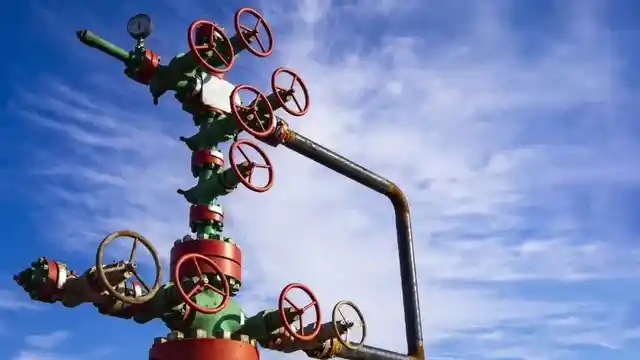
The name “christmas tree” comes from the branching profile of the valve-and-flange assembly when viewed from the side. Together with the casing head and tubing head below it, the gas wellhead christmas tree forms a complete surface pressure-containment system. Each of the three sections carries a distinct mechanical role, though they function as one integrated pressure barrier from the wellbore to the surface flow line.
The casing head — mounted at the base — suspends the casing string inside the wellbore, seals the annular space between concentric casing strings, and provides the structural transition point for the blowout preventer (BOP) stack, the tubing head, and everything above. The tubing head sits on top of the casing crossover and gives the tubing string a supported landing shoulder while sealing the production annulus. The christmas tree itself attaches at the top and handles all operational control: shutting in and opening the well, regulating surface flowing pressure, and enabling kill-fluid pumping during workovers.
Global Leaders in Gas Wellhead Christmas Tree Technology
Oil and gas wellhead equipment has been developing for well over a hundred years. Today, the core technology for ultra-high-pressure systems comes primarily from manufacturers in the United States, Italy, and the United Kingdom. These suppliers design products to match specific reservoir and environmental conditions, and their subsea wellhead technology has reached a high level of maturity — capable of handling the additional complexity of deepwater installation and remote intervention. The United States leads in overall technical capability, manufacturing quality, and production capacity. Key players in this space include Cameron, F.M.C., Verco, and — based in Norway — Aker Kvaerner.
Gate Valve Technology — The Core Sealing Component
Gate valves are the defining functional components in any gas wellhead christmas tree assembly, and the global development trend is clearly toward parallel-slab (flat-plate) gate valves with bidirectional sealing capability. Non-rising-stem configurations dominate high-pressure applications, primarily because their buried-stem design reduces packing wear and keeps the overall valve height manageable. For wellhead service wich demands extended maintenance-free operation, this configuration has proven itself across different basin conditions worldwide.
Cameron FL, FLS, and JS Gate Valves
Cameron’s FL and FLS series are rated for 13.8 to 34.5 MPa working pressure. Both use an integral slab gate design that physically blocks pipeline sediment from migrating into the valve body cavity — a practical benefit on gas wells that produce fine solids from the formation. A high-capacity thrust bearing substantially reduces handwheel operating torque, which matters on remote well sites where limiting hand-operated effort is a real priority. Sealing relies on inert-material spring-loaded lip seals, offering both protection for the metal sealing face and reliable low-pressure performance. The FL type uses a single-seat, single-lip-seal arrangement: clean and proven.
Cameron’s JS series takes a different approach with its rotating bore gate mechanism. Unlike a conventional slab gate valve, it can reset to the open position automatically without depending on the stem’s axial position — making it particularly well suited as the master valve at the base of the christmas tree, where fail-safe automatic behavior is essential during emergency shut-in. Seat-to-gate and gate-to-body interfaces use metal-to-metal contact sealing, with supplementary special inner and outer diameter lip seals reinforcing low-pressure performance and protecting the metal sealing surfaces from damage.
Verco VG-300 and VG-200 High-Pressure Series
Verco’s VG-300 high-pressure series covers a wide operating range — 34.5 to 103.5 MPa — with bore diameters from 52 to 228 mm. The pressure-containing body and bonnet use multi-directional die forging rather than conventional casting. Die forging aligns the steel’s grain flow structure, producing measurably better mechanical properties under cyclic pressure loading. The stem packing is a UV-type Teflon composite with thermoplastic fill characteristics, allowing it to self-adjust slightly as temperature shifts. The VG-300FR variant adds an integrated back-seat auto-seal fire-resistant function, qualifying it for high-risk well environments.
Verco’s VG-200 low-pressure series operates at 13.8 to 34.5 MPa with bore sizes of 52 to 103 mm. The shell uses low-alloy steel castings and a parallel gate plate design. Non-rubber lip stem packing works alongside precision needle roller bearings for high load capacity. Two specialist models extend the range further: the VG-300LMV enables remote rapid fire-control actuation, while the VG-230SE features a split gate plate paired with an extended bonnet specifically for high-temperature service conditions.
Breda SD and SDS Gate Valves
Italian manufacturer Breda offers two primary gate valve series for wellhead service. The SD series targets 13.8 to 34.5 MPa low-pressure service, with bore sizes from 52 to 179 mm. Its key feature is a seat outer-diameter “U”-profile pre-load structure, which ensures positive metal-to-metal sealing even at minimal differential pressure. This detail is specially important during initial well startup, when line pressure may be too low to force a conventional floating seat into full contact with the gate.
The SDS series handles more demanding service: 69 to 138 MPa. Both inner and outer diameters incorporate dual “U”-shaped pre-seal configurations. This geometry simultaneously balances the high axial load across both seats and achieves sealing at both interfaces at the same time — critical for deep sour-gas wells where single-seat failure is unacceptable from both a safety and production standpoint.
FMC100 Series — Anti-Corrosion Engineering
FMC’s FMC100 series uses forged steel throughout the pressure-containing envelope — no castings in the primary body. Stem support comes from dual needle roller sliding bearings, and the patented UV-type Teflon stem packing has a strong track record in corrosive service. The assembly carries explicit corrosion resistance ratings for H₂S, CO₂, and chloride-containing media, with an operating temperature range of −18°C to 180°C and maximum pressure capability exceeding 138 MPa. Those specs align with the requirements of deep sour-gas formations found in basins like the Sichuan or Tarim.
Surface Treatment and Corrosion Control
Beyond design geometry, leading international suppliers rely on specialized surface treatments to extend valve service life in aggressive environments. Valve stems and gate plates typically receive QPQ (Quench-Polish-Quench) surface treatment — a salt-bath nitriding and oxidation sequence that substantially increases surface hardness and corrosion resistance compared to untreated steel. Fasteners receive zinc plating followed by a Xylan polymer coating layer. Seat seal geometries have also been iteratively refined to meet the combined demands of high pressure and elevated H₂S content, which characterizes the most aggressive gas well conditions encountered globally.
Casing Head and Tubing Head Systems
The casing head consists of a main body, four-way crossover spool, casing hanger, set screws, annular seal packing, gate valves, and flanges. Its role is to mechanically suspend the casing string inside the wellbore, seal off the annular space between casing strings, and provide the structural transition for the BOP stack and all equipment above. As high-pressure deep well development has expanded — particularly with the adoption of underbalanced drilling — casing head designs have been progressively optimized. Internal shoulder profiles inside the housing body now allow sequential load transfer across multiple hanger sets, which reduces overall system dimensions and conserves material.
The tubing head mounts on top of the casing crossover and consists of a body, tubing hanger, set screws, seal rings, gate valves, and flanges. It provides the support shoulder and annulus seal for the tubing string. The gas wellhead christmas tree then attaches to the upper flange at the top of the tubing head, completing the full surface assembly from wellbore to flow line.
Hanger Designs — Slip-Type vs. Mandrel-Type
Hangers come in two main categories, each with real trade-offs in the field. Slip-type (casing slip) hangers include the W, WE, and WD types, which differ in how sealing is achieved:
| Hanger Type | Sealing Mechanism | Typical Application |
|---|---|---|
| W type | Casing load deforms rubber seal ring | General service; stable under sustained axial load |
| WE type | Metal plate compresses rubber ring via translational motion | Controlled set-down landing operations |
| WD type | Metal slip tooth deformation sealing | Surface casing hanging |
Mandrel-type hangers consist of upper and lower mandrel sections with intermediate seal rings between them. Sealing relies on the casing’s own weight or compressive force applied through set screws, producing either metal-to-metal or rubber sealing depending on the specific design. They’re more compact and lighter than slip-type designs, but in our workshop we usually see two recurring risk factors flagged by the field: incomplete seating when running speed is poorly controlled, and premature seal ring failure caused by repeated pressure cycling over the well’s operational life.
For wells equipped with electric submersible pumps (ESP), hangers are pre-machined with cable penetration ports and fitted with dedicated electrical connectors on both upper and lower sides. This arrangement allows the power cable to pass through the wellhead assembly without any reduction in the rated pressure class of the system.
Gas Wellhead Christmas Tree Structural Configurations
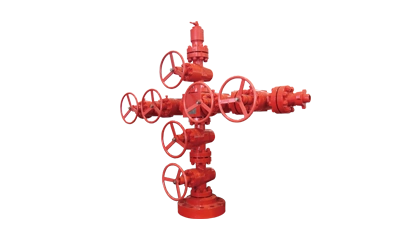
A typical gas wellhead christmas tree assembly includes these main components: the casing annulus valve, master valve (or dual master valves in series for added redundancy), production wing valve, paraffin-scraping valve, a four-way or three-way flow crossover, and the surface production choke. Together, they cover three operational functions: controlling well shut-in and opening, adjusting wellhead flowing pressure through the choke, and enabling circulation of kill fluid or workover fluid during intervention operations.
For high-pressure and ultra-high-pressure service, integral (monobloc) construction is strongly preferred over modular flange-connected designs. Every separate flange connection is a potential leak path, and above 70 MPa that risk becomes unacceptable under most operator standards. Accordingly, an integral christmas tree structure improves overall reliability by eliminating those intermediate joints entirely.
Breda’s integral christmas tree line divides into two main types — S-type (single-string wellhead) and D-type (dual-string wellhead). The S-type offers three sub-configurations:
- S-1: master valve + single production valve + four-way crossover + paraffin-scraping valve
- S-2: dual master valves + four-way crossover (simplified configuration, no scraping valve)
- S-3: dual master valves + four-way crossover + paraffin-scraping valve (most complete single-string setup)
The D-type follows a similar modular structure to the S-type but is designed specifically for dual tubing string wellhead configurations. It covers a broader range of production scenarios and is selected where two tubing strings must run simultaneously — for instance, in certain gas-lift or dual completion arrangements.
China’s Gas Wellhead Christmas Tree Development
Domestic development of gas wellhead christmas tree equipment in China effectively started in 1972. Early progress came from organizations including Shanghai’s Second Petroleum Machinery Plant, Jiangsu Jinhu Machinery Group, and the Sichuan Zizhong Drilling Technology Research Institute — all of which contributed to improvements on the KY250 and KQ350 wellhead series, establishing the foundations for an independent manufacturing capability.
Recent years have brought several significant product developments. Domestic manufacturers introduced a 105 MPa single-tubing type, a 70 MPa integral structure, and a 140 MPa multi-seat configuration. Currently the domestic product range covers pressure ratings from 14 to 140 MPa, material classes from AA to HH under API 6A classification, and specification level PSL4. However, most domestic products achieve only PR1 performance rating — the lower of the two API 6A performance requirement tiers — and a measurable reliability gap relative to leading foreign equipment persists.
- PSL4 — Product Specification Level 4
- The highest product specification level under API 6A. Requires the most stringent material testing, full traceability documentation, and quality control procedures. Most premium international wellhead equipment is supplied at PSL3 or PSL4.
- PR1 / PR2 — Performance Requirements
- PR1 is the baseline performance level under API 6A. PR2 demands additional validation testing, including full hydrostatic and gas pressure qualification testing cycles. Most current domestic Chinese wellhead products qualify at PR1 only.
For ultra-high-pressure applications, Chinese operators have historically relied on imported equipment. Part of the challenge is specific: many products labeled as “domestically manufactured” had only localized the casing crossover spool or secondary structural components. The flat-plate gate valve assembly — the critical sealing core of any gas wellhead christmas tree — continued to require foreign supply. A cooperative development model involving oilfield operators, universities, and domestic equipment manufacturers has been the primary mechanism for closing this technical gap.
The core technical barrier in ultra-high-pressure gas wellhead equipment has long been the flat-plate gate valve — a component where surface finish, seal geometry, and material selection all interact under extreme conditions. Domestic production capability at 175 MPa represents a meaningful shift in what Chinese manufacturers can now offer to operators worldwide.
A notable breakthrough came when Hongda Valve & Pipe Fittings independently developed and manufactured China’s first 175 MPa gas wellhead christmas tree assembly. This system was successfully deployed at Well Qingyu 2 in the Tadong Block of the Tarim Basin, located in Xinjiang’s Taklimakan Desert. That deployment marked the first time a domestically manufactured ultra-high-pressure gas wellhead christmas tree broke through the international technology monopoly that had defined this sector since its inception — a genuine milestone for the domestic petroleum equipment industry.
For technical questions on wellhead equipment specifications, material grades, or supply requirements, the engineering team at SHUNFU METAL can provide detailed support across different pressure classes and service environments.
For background reading on wellhead equipment terminology and industry classification, the Wikipedia article on Christmas tree (oil well) serves as a solid starting reference.





{kind=link}
{kind=link}
{kind=link}
{kind=link}