Project Description
P650 HS Non-Magnetic Steel Overview
P650 HS non-magnetic steel is a premium austenitic Mn-Cr-Mo-N alloy specifically engineered for the extreme demands of directional drilling and downhole measurement applications. By integrating elevated chromium, molybdenum, and nitrogen contents, this specialized grade delivers exceptional pitting corrosion resistance alongside formidable structural integrity under immense torsional and compressive stresses.
Its defining characteristic is absolute magnetic transparency. P650 HS maintains a relative permeability (μr) of ≤1.005 even after severe cold working, preventing interference with highly sensitive MWD and LWD instruments. Through a proprietary cold-working process, superior yield and tensile strengths are achieved consistently across the full bar length.
Note: P650 HS is an industry-specific proprietary grade. Direct equivalents in standard DIN/EN/JIS classification systems are not applicable; it is defined by its unique chemistry and performance envelope.
Explore our complete range of non-magnetic steel products to compare P650 HS with other austenitic grades for your project requirements.
Applications in Directional Drilling and Downhole Operations
P650 HS non-magnetic steel is predominantly utilized in demanding environments where magnetic interference must be strictly eliminated and structural durability is paramount. Its combination of high strength and magnetic transparency makes it the preferred material for critical downhole components.
Oil & Gas Drilling Engineering
- Non-magnetic drill collars (NMDC) for directional BHA configurations
- MWD tool housings and bodies protecting sensitive electronic sensors
- LWD sensor carriers requiring absolute magnetic transparency
- Non-magnetic stabilizers and reamers
- Non-magnetic heavy-weight drill pipes (NMHWDP)
For detailed specifications on non-magnetic drill collars, visit our dedicated drill collar product section.
Mining & Exploration
- Rock drilling components requiring non-magnetic properties for sensitive geological surveys
- Exploration drill strings for precise magnetic geological mapping
Downhole Sensor & Pressure Components
- Non-magnetic hollow bars for downhole sensor assemblies
- Pressure-containing MWD/LWD mandrels
These hollow bar configurations are available through our hollow bar product category, offering near-net-shape geometries ready for final assembly.
Specifications & Standards Compliance
P650 HS is governed and tested under internationally recognized standards, ensuring strict compliance for oilfield applications. Each production lot is validated against the following criteria:
- ASTM A262 Practices A & E
- Evaluating intergranular corrosion resistance in austenitic stainless steels, confirming immunity to sensitization after processing.
- ASTM E114
- Ultrasonic inspection standard applied for 100% volumetric testing of every bar, detecting internal discontinuities.
- API Specifications
- Full compliance with API standards governing drill collars and non-magnetic downhole drilling components.
SHUNFU METAL operates as an API Q1 and ISO 9001 certified manufacturer. Learn more about our company certifications and manufacturing credentials.
Chemical Composition
The proprietary Mn-Cr-Mo-N chemistry of P650 HS is precisely balanced to achieve a stable austenitic structure, high nitrogen-induced strength, and superior pitting resistance equivalent (PRE) for aggressive downhole environments.
| Element | Composition (%) |
|---|---|
| C | max. 0.06 |
| Mn | 19.50 – 20.50 |
| Cr | 18.00 – 19.00 |
| Mo | 1.70 – 2.00 |
| N | 0.55 – 0.65 |
| Ni | 3.00 – 4.50 |
Mechanical Properties
Mechanical properties of P650 HS are achieved through a proprietary cold-working process applied consistently over the full bar length, ensuring uniform performance from end to end. All values below are tested at room temperature.
| Property | OD up to 9 1⁄4″ | OD 9 1⁄2″ and larger | General Min. |
|---|---|---|---|
| Yield Strength (0.2% offset) | 1242 N/mm² (180 ksi) | 1173 N/mm² (170 ksi) | — |
| Tensile Strength | — | — | 1277 N/mm² (185 ksi) |
| Elongation | — | — | 12% |
| Reduction of Area | — | — | 50% |
| Impact Energy | — | — | 110 J (80 ft·lb) |
| Endurance Strength (N=10⁵) | — | — | 550 N/mm² (80 ksi) |
| Hardness (Brinell) | — | — | 330 – 450 HB |
Heat Treatment Protocol
To prevent material sensitization and intergranular SCC, P650 HS undergoes rapid water quenching immediately after warm forging. This ensures optimal austenitic retention and eliminates carbide precipitation at grain boundaries.
| Process | Temperature Range | Holding Time | Cooling Method | Purpose |
|---|---|---|---|---|
| Quenching after Warm Forging | Specific to forging lot | Determined by section size | Rapid Water Quench | Prevents sensitization and intergranular SCC |
Exact temperature and time parameters are determined by specific forging dimensions and production lot to ensure optimal metallurgical outcomes.
Melting & Processing Routes
SHUNFU METAL offers flexible melting routes for P650 HS non-magnetic steel, allowing clients to select the optimal strategy based on application severity and cost efficiency. Our metallurgical team is available for consultation on route selection.
- Standard Route: EAF + AOD + LF + VD
- Ensures high purity and a stable austenitic structure. Suitable for general oilfield applications where standard non-magnetic performance is required.
- Enhanced Cleanliness: ESR or PESR
- Provides elevated cleanliness and homogeneity for applications demanding reduced inclusion content and improved fatigue endurance.
- Critical Applications: VIM + VAR
- The premium double-vacuum route achieving ultra-low impurity levels for the most severe downhole environments where maximum reliability is non-negotiable.
Clients can negotiate and select the optimal melting strategy based on their specific application severity, project budget, and delivery requirements. Contact our metallurgical engineering team for route selection guidance.
Available Sizes & Delivery Options
SHUNFU METAL supplies P650 HS in a versatile range of formats, including hot-rolled and forged round bars, as well as forged hollow bars tailored for MWD/LWD applications. Our manufacturing infrastructure features API-compliant, regularly calibrated heat treatment furnaces for precise metallurgical control.
For precision internal geometries, we utilize BTA deep-hole boring, CNC turning and milling, and long-distance gunhole drilling, delivering near-net-shape hollow bars ready for final assembly.
- Ready Stock (Common Sizes)
- Single-piece minimum order quantity with approximately 7-day delivery turnaround.
- Custom Forged / Rolled Bars
- 3-ton minimum order quantity with approximately 30-day production lead time.
- Small-Batch Special Grades
- Melted via our small induction furnace (3–5 ton capacity), ideal for pilot programs or niche specifications.
- Large-Batch Orders
- Fast turnaround via 30–60 ton EAF production for volume procurement programs.
Surface Finish & Machining Capabilities
SHUNFU METAL provides comprehensive surface finishing and precision machining services for P650 HS products. External surfaces achieve dimensional tolerances of ±0.05 mm and surface roughness of Ra 0.4–1.6 μm through turning, milling, and grinding operations.
For hollow bars and drill collars, BTA deep-hole boring and long-distance gunhole drilling achieve internal Ra values of 0.8–1.6 μm, ensuring precise bore geometries for downhole sensor integration.
Specialized SCC Prevention Treatments
To enhance fatigue life and prevent transgranular SCC, specialized processes are available:
- Roller burnishing achieving Ra <0.2 μm
- Shot peening inducing controlled surface compressive stress
- Hammer peening for critical fatigue-prone zones
These treatments induce a critical surface compressive stress layer that significantly extends service life in aggressive downhole environments.
Quality Assurance & Inspection
Quality control for P650 HS non-magnetic steel spans pre-production melting verification through post-production final inspection. Every bar undergoes rigorous testing to guarantee conformance with the strictest oilfield requirements.
- 100% volumetric ultrasonic testing per ASTM E114 to detect internal discontinuities
- 100% magnetic permeability probe testing across full bar length, with certified printouts guaranteeing μr ≤1.005
- Intergranular corrosion resistance validated per ASTM A262 Practices A & E
- Dimensional verification, mechanical testing, and microstructural analysis strictly enforced on every lot
As an API Q1 and ISO 9001 certified manufacturer, SHUNFU METAL issues EN 10204 3.1 certificates standardly with each shipment. Type 3.2 certificates are available upon request. Third-party inspections by SGS or TÜV can be arranged seamlessly. Read more about our quality management systems and company profile.
Packing & Shipping
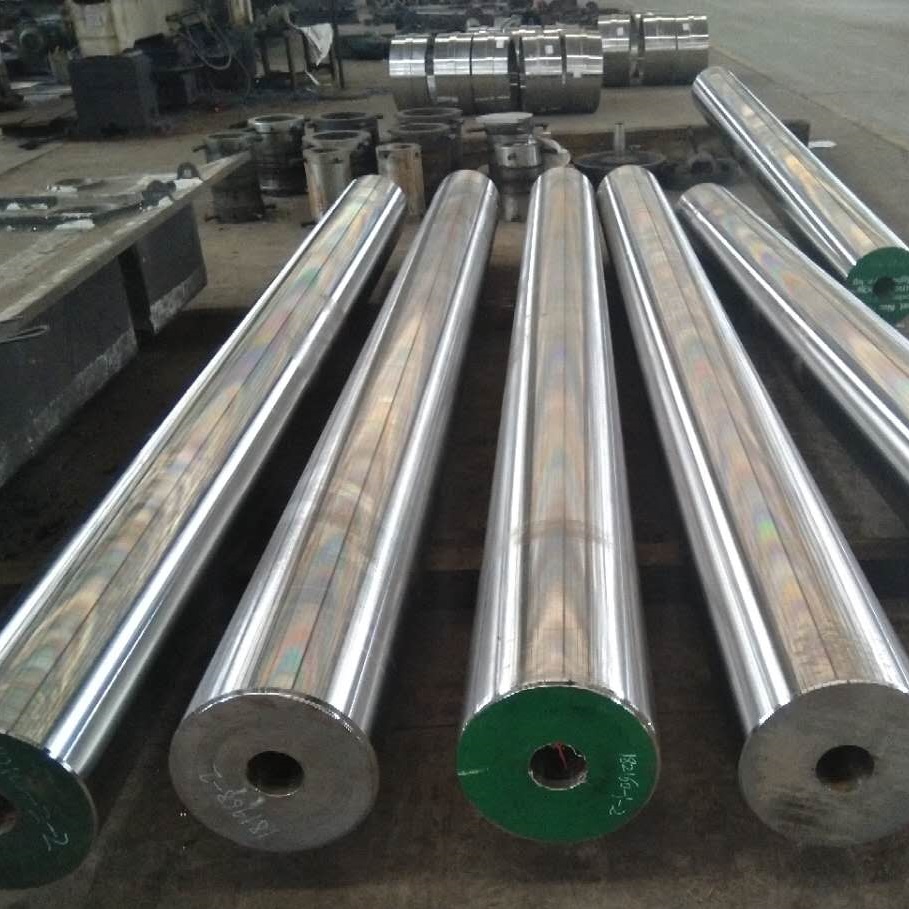
Black-skin P650 HS bars are securely bundled with heavy-duty steel wire strapping, ensuring structural stability and preventing container damage during international transit. For bright-finished or precision-machined drill collars and hollow bars, multi-layer protective packaging is applied.
This includes wooden crates and VCI films to safeguard surface roughness and dimensional integrity throughout handling and storage. All products are uniformly coated with specialized anti-rust oil, providing robust protection against moisture and ensuring zero oxidation during maritime shipping.
Frequently Asked Questions
Is P650 HS non-magnetic steel compliant with API specifications for drill collars?
Yes. SHUNFU METAL is an API Q1 certified manufacturer. We produce P650 HS non-magnetic drill collars and hollow bars fully compliant with API specifications for downhole drilling equipment.
What is the minimum order quantity and lead time for P650 HS?
Common sizes from ready stock carry a single-piece MOQ with 7-day delivery. Custom forged or rolled bars require a 3-ton MOQ with a 30-day lead time. Small-batch (3–5 ton) and large-batch EAF (30–60 ton) melts are also available.
How is the non-magnetic property of P650 HS verified?
Every bar undergoes 100% proprietary magnetic probe testing across its full length, certifying relative permeability ≤1.005. A printed verification report accompanies each shipment to guarantee absolute magnetic transparency.
What surface treatments are available to prevent stress corrosion cracking?
For transgranular SCC prevention, we apply roller burnishing, shot peening, and hammer peening to induce surface compressive stress. For intergranular SCC, we quench after warm forging to prevent sensitization, verified per ASTM A262.
How does P650 HS compare to lower-grade non-magnetic steels for directional drilling?
P650 HS delivers a higher yield strength of 180 ksi versus approximately 150 ksi in P530-class grades, while maintaining μr ≤1.005. Its elevated Cr, Mo, and N content provides superior pitting corrosion resistance, making it better suited for deep, corrosive well environments.